
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Varilne matice v obliki T, stabilne ob obremenitvi
Varilne matice v obliki T, stabilne ob obremenitvi, ponujajo vrhunsko odpornost na vibracije in popuščanje v primerjavi s številnimi drugimi vrstami matic, ko so enkrat privarjene. Kakovostna proizvodnja, ki jo podpirajo zaupanja vredni proizvajalci, je osrednjega pomena za Xiaoguo®, kar zagotavlja, da izdelki izpolnjujejo mednarodne standarde.
Model:JIS B1196-3.2-1994
Pošlji povpraševanje
Opis izdelka
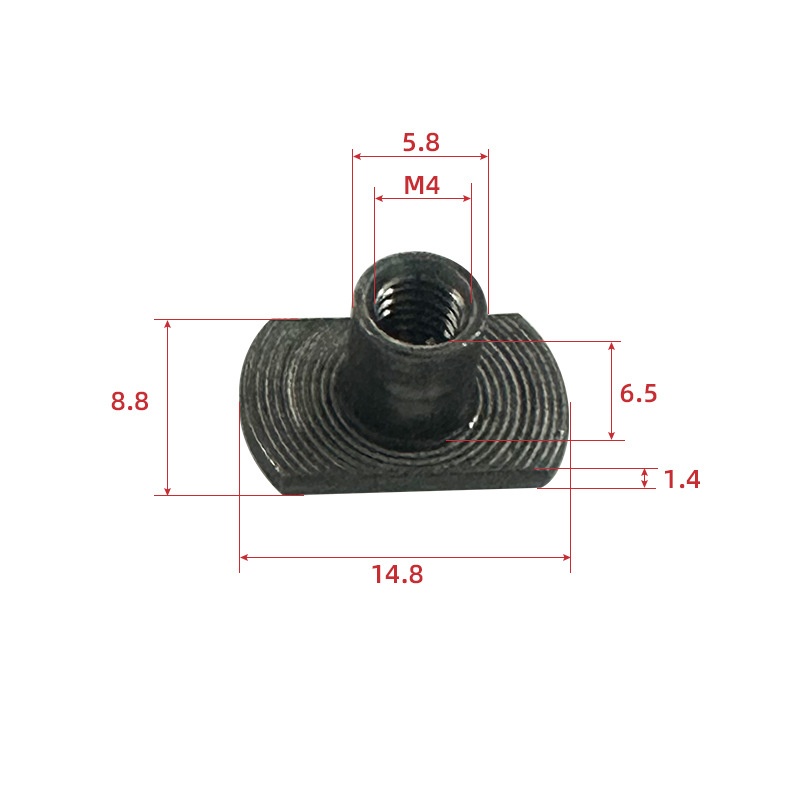
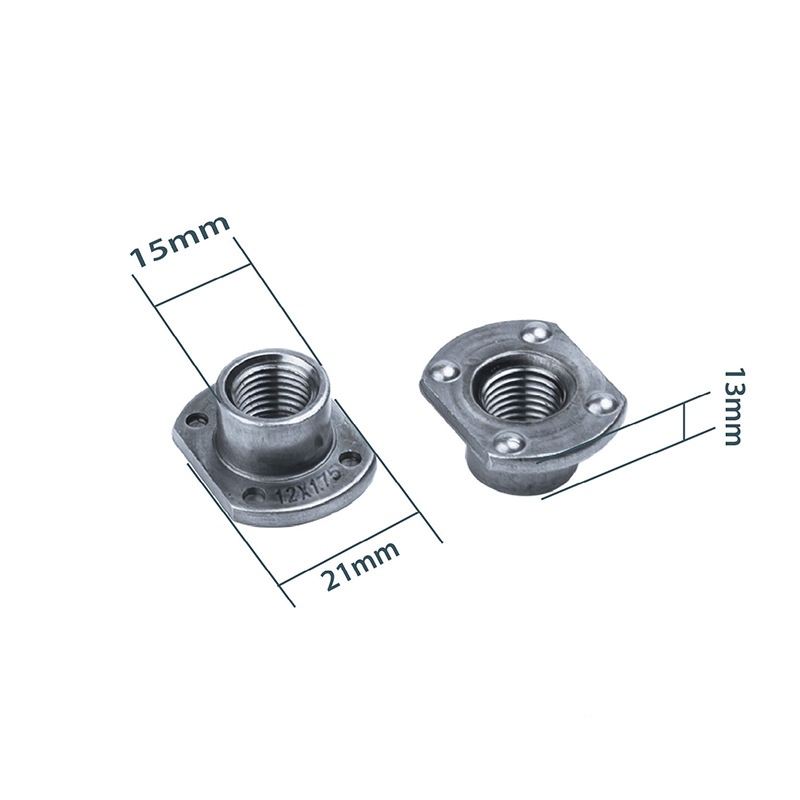
Za razliko od vijakov, pri katerih morate priti na obe strani, potrebujejo obremenjene stabilne varilne matice v obliki črke T dostop samo z ene strani – tako za varjenje kot za nato vstavljanje pritrdilnih elementov. To je zelo uporabno za zaprte dele ali odseke v obliki škatle.
Poleg tega velika prirobnica pomaga pri tesnjenju proti pločevini. Če na površino prirobnice pred varjenjem položite tesnilo ali tesnila, bodo te matice pomagale oblikovati tesno prilegajočo se povezavo, ki ne pušča.
| pon | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1,25︱1,5 | 1,5︱1,75 |
| dk maks | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s maks | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds maks | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k maks | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h maks | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 maks | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 maks | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Veljavni scenariji:
Najpogostejši in najcenejši material za varilne matice v obliki T, ki so stabilne pod obremenitvijo, je nizko do srednje ogljikovo jeklo, kot je AISI 1008, 1010, 1018. Ta vrsta jekla je primerna za varjenje, ima dobro trdnost, enostavno ga je oblikovati in ni drago.
Varilne matice iz ogljikovega jekla, stabilne ob obremenitvi, so primerne za večino običajnih industrijskih uporab, bodisi znotraj ali na mestih z malo korozije – še posebej, če imajo zaščitno prevleko. Njihove trdnostne lastnosti pomenijo, da lahko prenesejo strižne in vlečne sile, potrebne za težka dela pritrjevanja, ko so privarjene.

Navodila za namestitev:
Če želite doseči najboljšo trdnost varilnih matic v obliki T, stabilnih ob obremenitvi, morate nadzorovati nastavitve varjenja – tok, čas, tlak – točno tako, kot je določeno za material in debelino matice.
Zelo pomembno je, da je površina pravilno pripravljena: čista, brez olja na kovini. Sama zasnova pomaga usmeriti varilni tok skozi projekcijo, vendar sta ključna pravilna nastavitev stroja in zagotavljanje, da operaterji vedo, kaj počnejo. Tako dobite dosledne, močne zvare na vsaki matici T-Style.
Hot Tags: Varilne matice v slogu T stabilne obremenitve, Kitajska, proizvajalec, dobavitelj, tovarna
Povezana kategorija
Šesterokotna matica
Kvadratna matica
Šesterokotna matica s prirobnico
Protimatico
Zaporna matica
Šesterokotna matica z zarezo
Ročno privijte matico
Okrogla matica
Matice pesta
T-matica
Reed Nut
Drugi oreščki
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.








